鈑金工藝有哪些技術?
發布時間:2020-08-21 17:19:29 作者:kefu
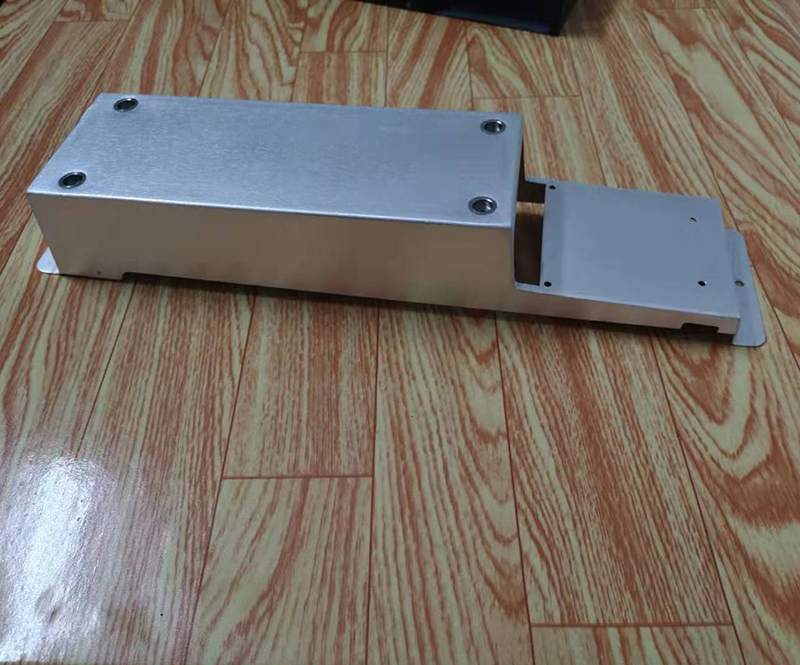
增強金屬材料的使用性能是東莞鈑金加工廠家需要做到位的工作內容。加工工藝能夠使產品的外表結構和內部系統變得更加穩定和堅固,不同的加工技術所針對的內容和范疇都是不一樣的。一般來說,一些可以利用的邊料放置在指定的地方,為折彎時試模提供材料。在工件落料后,邊角、毛刺、接點要進行必要的修整,在刀具接點處,用平銼刀進行修整,對于毛刺較大的工件用打磨機進行修整,小內孔接點處用相對應的小銼刀修整,以保證外觀的美觀,同時外形的修整也為折彎時定位作出了保證,使折彎時工件靠在折彎機上位置一致,保障同批產品尺寸的一致。
 大客戶服務熱線:136 3270 5806
大客戶服務熱線:136 3270 5806